




118 更全面的SPC分析报告2-子组
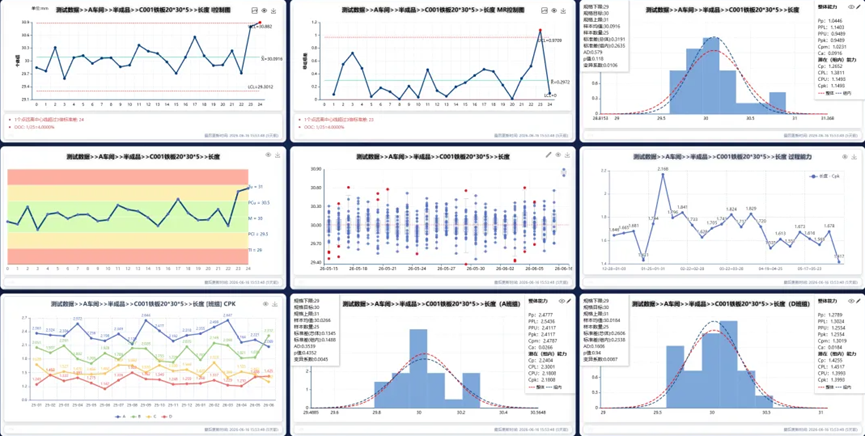
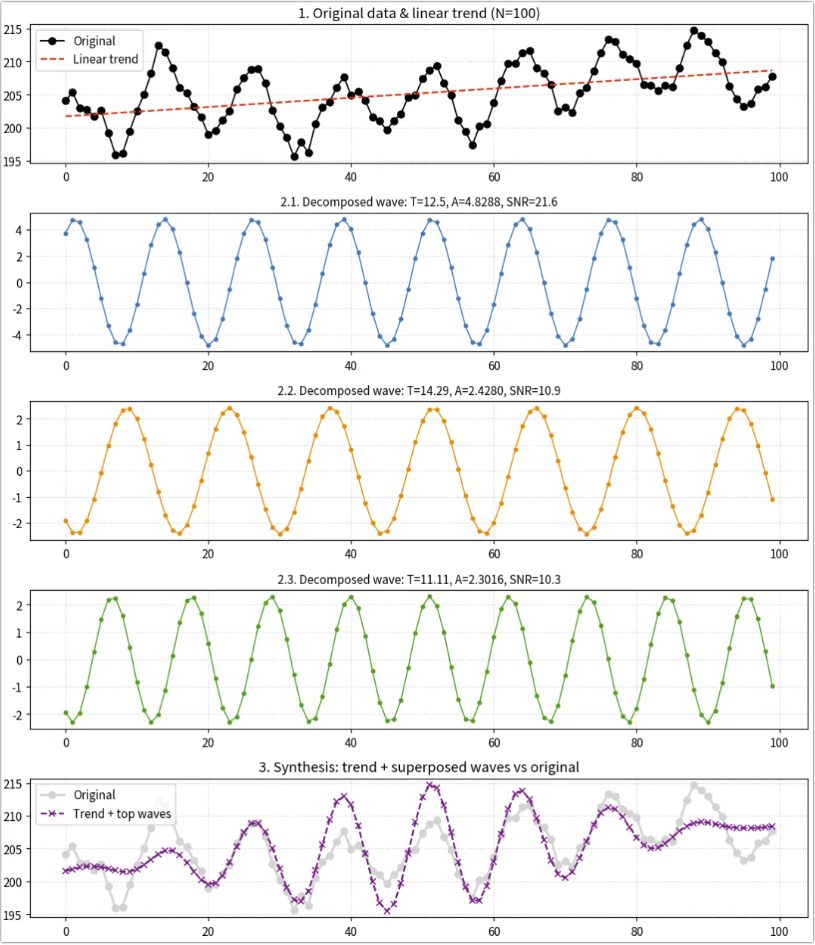
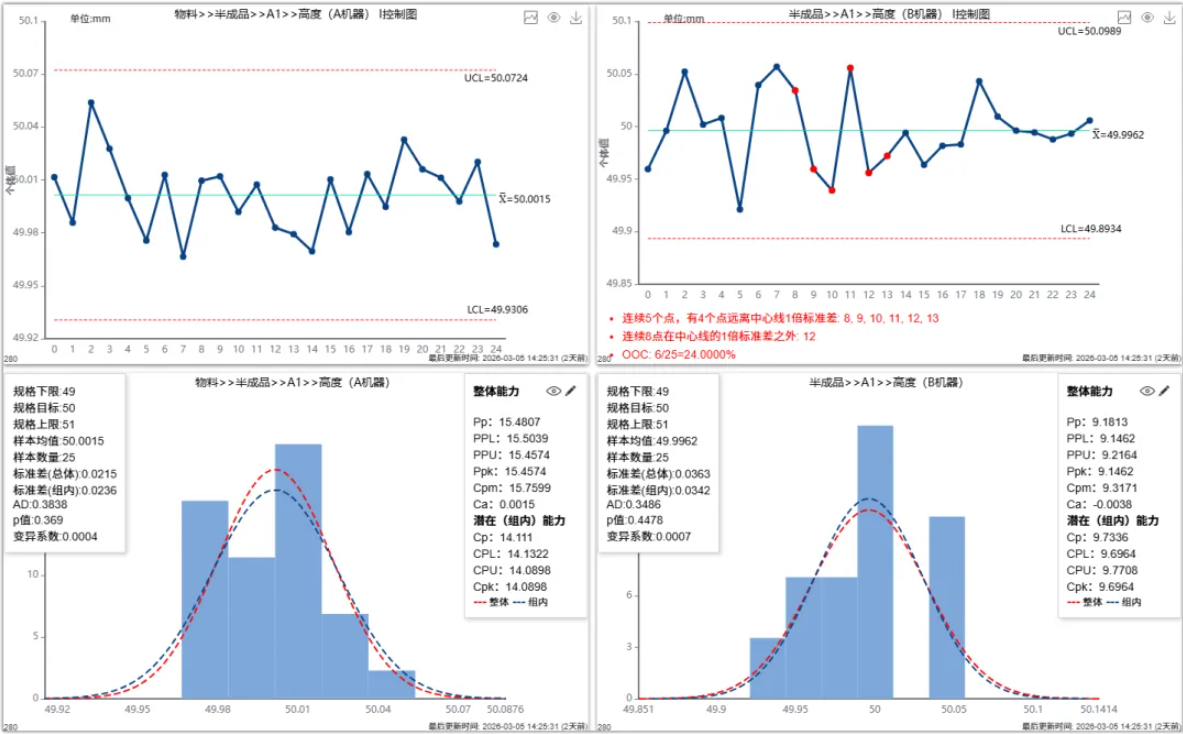
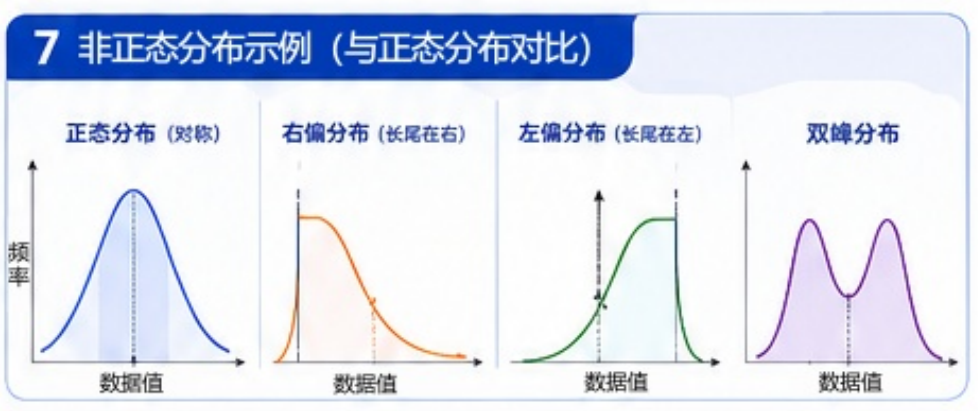
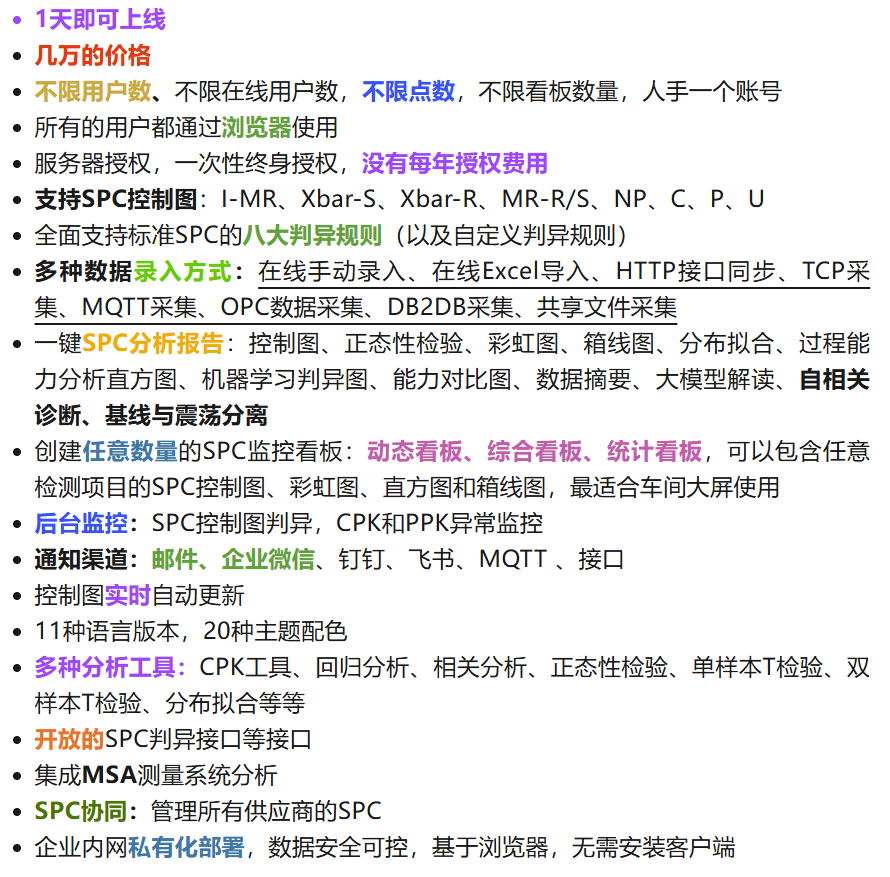
SPC分析工具功能演示: 1.核心分析模块 控制图分析:包括Xbar控制图、R控制图、S控制图、Xbar移动极差控制图等,用于监控过程波动和异常点(如1个点远离中心线超过3倍标准差、14个点交互升降)。 过程能力评估:计算关键指标如Pp(0.5754)、Cp(0.5453)、Cpk(0.5128),并显示缺陷率(PPM合计112000)。 正态性检验与分布拟合:通过Anderson-Darling、Shapiro-Wilk等检验判定数据不符合正态分布(p<0.05),最优拟合为Gamma分布(p=0.0086)。 2.数据统计与可视化 统计摘要:样本量125,均值25.006,标准差0.0579,极差0.3513,右偏分布(偏度2.2102)。 图表展示:彩虹图、能力对比图直观呈现规格限(USL=25.1,LSL=24.9)与过程能力(CPK=0.5128)。 3.异常诊断与改进 异常类型:连续点同侧、超出规格限(如点9、11超3σ),系统提示“制程很差,需停线改进”。 改进记录:2026-06-13通过员工培训解决异常,CPK从0.4016恢复至目标值。 4.高级分析 自相关与周期性:检测到主导周期约4.2个索引单位,建议排查工装夹具或物料批次节奏。 波动归因:波动主要来自随机因素,建议避免过度调整单点数据。 结尾:工具支持AI判异、方差分析及闭环改进措施记录