多维CPK分层分析场景
场景案例:基于多维CPK分层分析的根因锁定与智能排产
🚨 业务痛点:当CPK跌破1.0,盲目调机为何总成徒劳?
在实际生产中,当制造过程的 CPK(过程能力指数)严重不达标(如跌至 0.78)时,现场最常见的反应往往是“盲目调整设备参数”或“全线停机排查”。然而,这种脱离数据上下文的“头痛医头”往往收效甚微,不仅浪费工时,甚至可能引入新的变异。如何快速、精准地拨开数据迷雾,锁定真正的变差源?
💡 核心策略:让数据带上“5M1E”的基因,用分层分析降维打击
高质量的 SPC(统计过程控制)分析,其基石在于数据的可追溯性与多维性。本方案结合“人机料法环测”(5M1E)理念,将质量数据转化为指导生产的智能引擎。
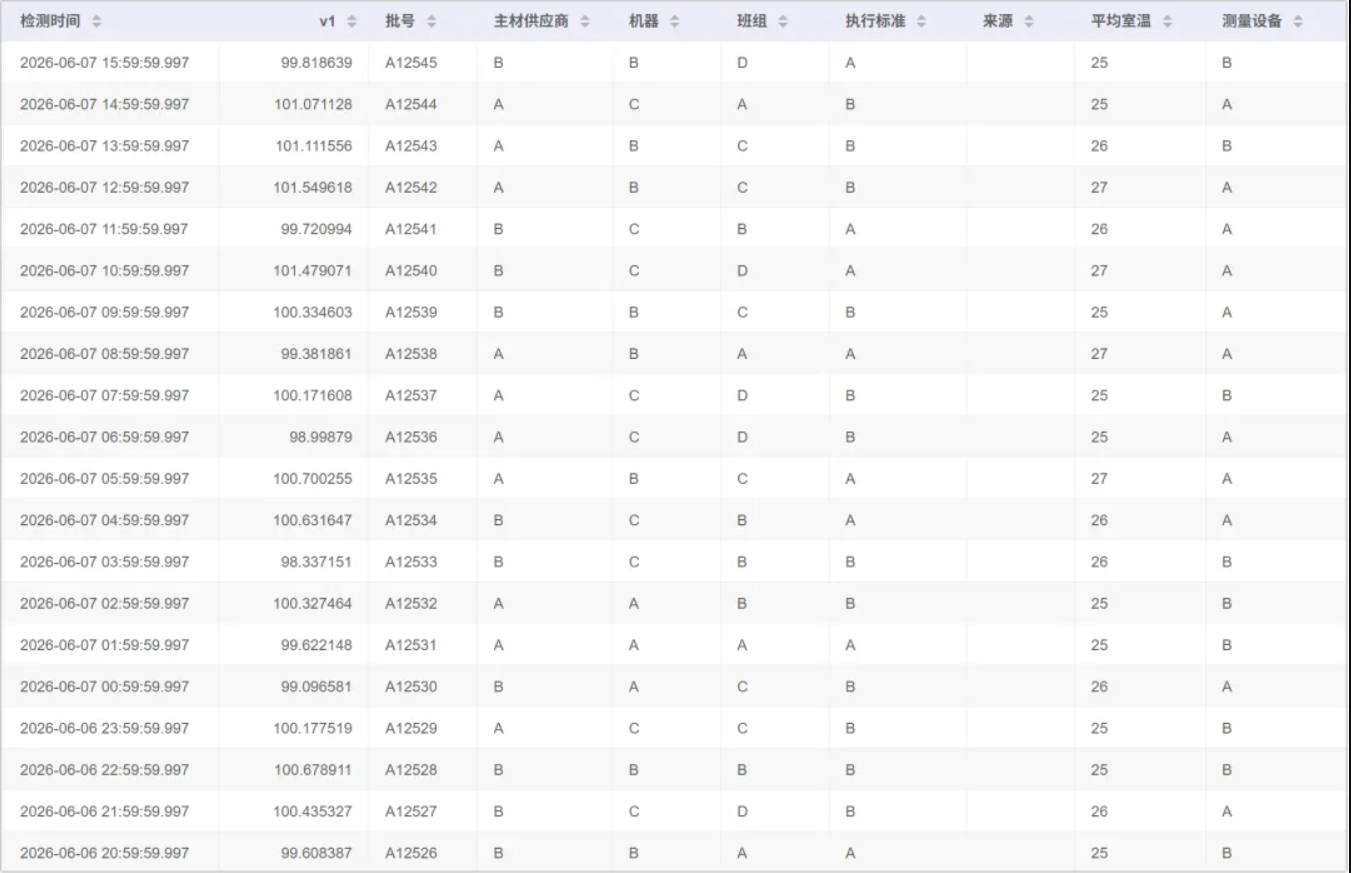
第一步:构建全维度的质量数据底座
系统在数据采集阶段,会自动将每一次检验批次的测量值与“上下文”信息进行强绑定,形成多维数据标签:
- 人 (Man):操作班组、班次(如早班/晚班、A组/B组)。
- 机 (Machine):生产机组编号或设备型号。
- 料 (Material):主材供应商来源、批次号。
- 法 (Method):当前执行的工艺标准或程序版本。
- 环 (Environment):生产时刻的车间温湿度等环境数据。
- 测 (Measurement):使用的测量设备或量具编号。
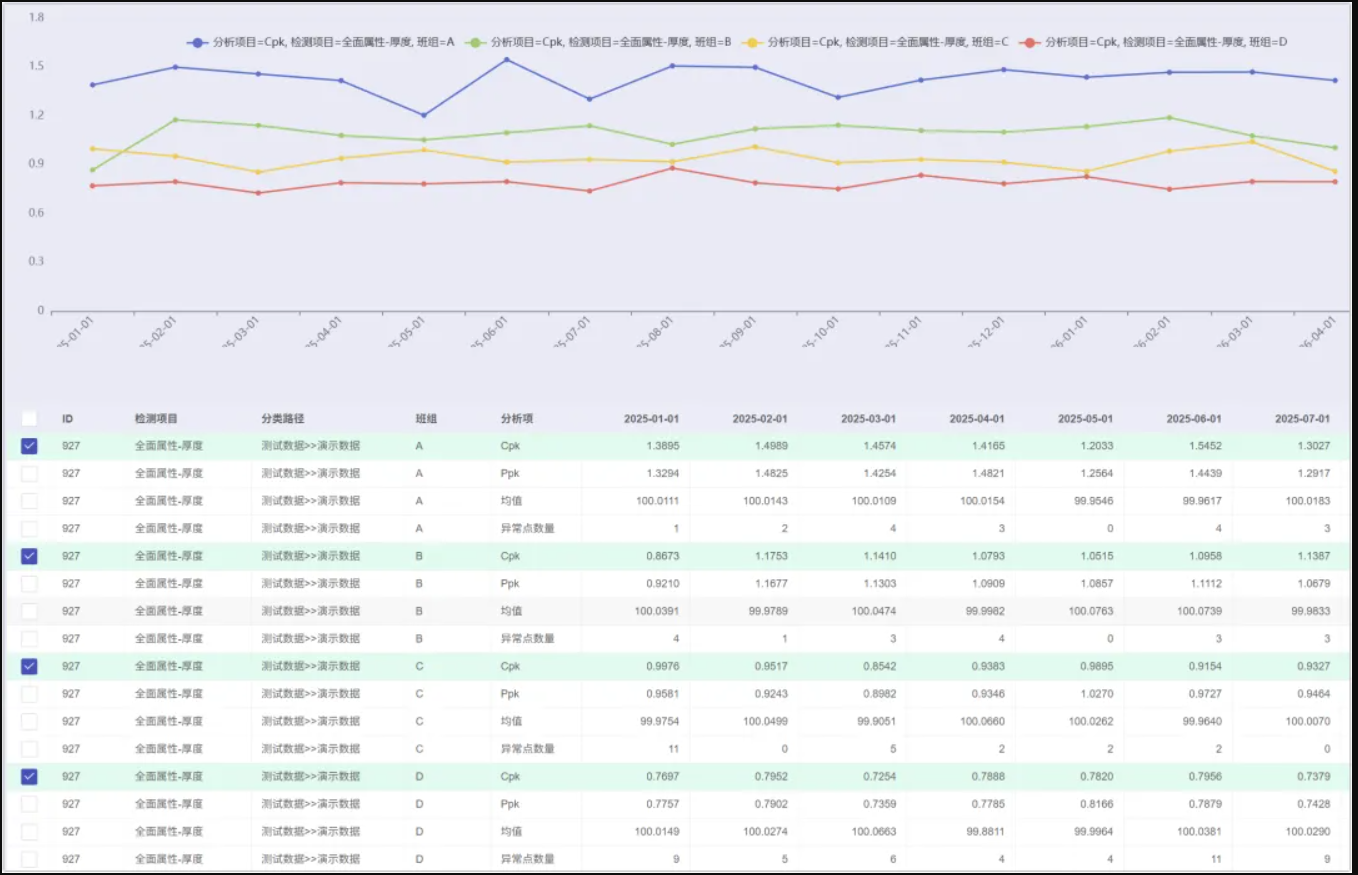
第二步:SPC分层诊断,精准锁定核心变差源
面对整体仅有 0.78 的低迷 CPK,系统通过一键“切片”与“分层”的统计学方法,层层剥茧:
【排除次要变量】机组维度分析
将 A、B、C 三种机器的 CPK 趋势图叠加对比。若三台机器的 CPK 曲线基本重合(如C机器仅有微小劣势),则可迅速排除硬件设备因素,避免无效的停机维修。

【锁定核心变量】班组维度分析
转换分析视角,按操作班组(人)进行数据分层。此时数据差异显著暴露:A组数据分布集中,CPK 表现优异;而B、C、D组数据散布极大,严重拖垮了整体均值。
🎯 诊断结论:影响整体良率的核心因素并非设备老化,而是人为操作的标准化差异。
第三步:业务落地,从质量改善到动态排产的商业闭环
找到了根因,质量管理就不再是单纯的“抓不良”,而是直接赋能业务的商业行动:
长期策略 —— 溯源与拉齐(根本性改善)
A组的高水平 CPK 证明了现有设备和物料具备高制程能力的物理潜力。质量团队可直接深入现场提取 A组在参数微调、点检执行上的独到经验,将其固化为显性的 SOP(标准作业程序)。通过对落后班组进行精准的专项培训,从根本上抹平人为操作带来的系统性偏差。
短期策略 —— 质量数据驱动的智能排产(风险对冲)
人员技能的爬坡需要周期,面对迫在眉睫的交付任务,企业可启动“订单动态路由”机制:
- 👑 高价值/VIP订单:将对制程能力要求最严苛的重点订单,精准派发给表现最优的 A班组(或历史CPK最高的机台),确保核心客户的交付良率与按期交付。
- 📦 常规订单:安排给处于能力爬坡期的其他班组,并通过系统在此时段自动动态提升检验频次,有效控制风险溢出。
🌟 场景价值总结
0.78 的 CPK 绝非无解的死局。在这个场景下,新一代 SPC 系统不再是一个事后预警的被动工具,而是结合了根因排查的“显微镜”与辅助生产调度的“指挥棒”。它帮助制造企业真正实现了“用质量数据指导精益生产,用过程能力护航商业交付”。
即刻开启高性价比的企业级 Web SPC
斌果SPC 专注私有化与全厂互联:一次买断、不限用户数与点数,车间到实验室同一套浏览器即可落地判异、能力与看板。
- 后台监控:SPC 控制图判异,CPK 和 PPK 异常监控。
- 支持 SPC 控制图:I-MR、Xbar-S、Xbar-R、MR-R/S、NP、C、P、U 等。
- 服务器授权,一次性终身授权,没有每年授权费用。
- 开放的 SPC 判异接口 和 其他 数据同步、创建检测项目 等接口。
- 支持 11 种语言版本的SPC软件,是目前全球支持语言最多的SPC软件之一。
扫码添加专属顾问,获取一对一演示、迁移架构规划与报价说明。

