-
用“滑动窗口极值”判异规则,重塑 SPC 对高频数据的判异
随着工业物联网越来越普及,工厂里的设备每时每刻都在产生大量的检测数据。如果直接用传统的SPC分析方法来处理这些高频数据,往往会引发很多不必要的“假报警”。本文要介绍的是一种基于滑动窗口极值的动态监控方法,看看这种方法如何帮助企业过滤掉生产过程中的干扰,准确地找出真正的工艺问题。
一、高频数据疯狂的SPC告警
在推进工厂数字化转型的过程中,往往会伴随这样一个尴尬的场景:
IT部门花大力气把产线上的温度、压力、扭矩等设备参数接上了网,实现了秒级的实时数据采集,也实现了秒级的SPC监控。都以为这就可以对生产过程“了如指掌”了。但SPC系统刚一上线,大家的邮箱和企业微信就被SPC系统的告警信息塞满了。
为什么传统SPC管不好高频数据?因为传统的SPC监控,通常依赖于一段长期的历史数据算出一个的上下限。它有一个核心假设:数据是独立且平稳的。
但在真实的秒级生产环境中,设备参数往往具有强烈的连贯性,且伴随正常的微小震动,如果用一根极其严苛的“死线”去卡秒级数据,机器只要稍微“喘口气”,系统就会疯狂报警。
结果就是:去现场一看,什么事都没有。久而久之,“告警风暴”导致了“狼来了”效应,真正的质量隐患反而被忽略了。
二、“滑动窗口极值”监控?
为了解决“假报警”的难题,我们需要系统能够“像有经验的老工人一样思考”。
在最新的斌果SPC系统中,我们引入了“滑动窗口极值”判异规则,让SPC系统拥有了“短期记忆”。
它的工作原理很简单,也极具业务逻辑:
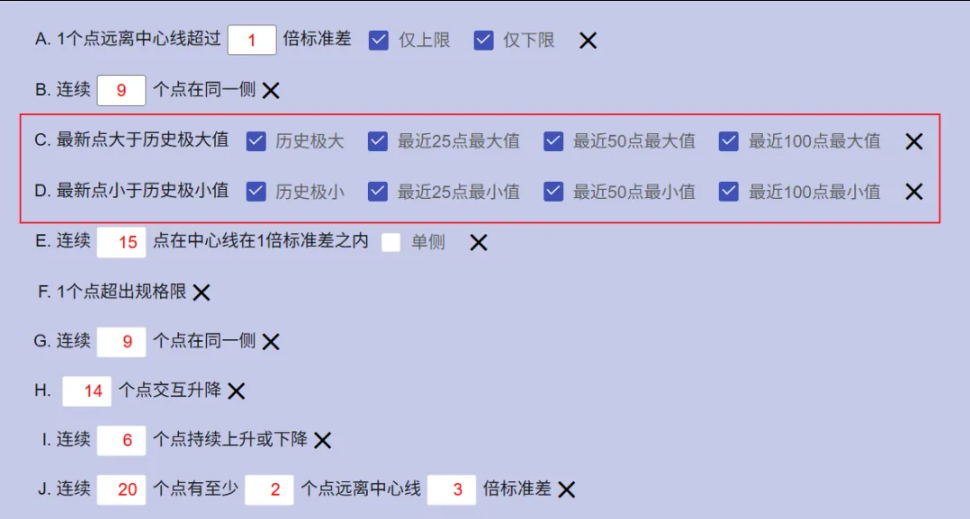
当新的一个产品的检测数据进入SPC系统的时候,系统会自动回头看它前面的25个、50个或100个产品。系统找出这批“最近的产品”中的最大值和最小值,看看新进来的这个点,会不会大于/小于之前的各个区间的最大值/最小值,以此作为当前产品的“专属警戒线”。
三、“滑动窗口极值”的价值
这个专为高频制造业打造的功能,直接带来业务收益:
1.过滤“设备杂音”,消灭90%的无效告警
产线上的瞬时尖峰(比如传感器的一秒钟异常抖动)是极常见的。在滑动窗口极值机制下,系统只关注当前点是否突破了“近期的真实天花板/地板”。如果是短暂的毛刺,它很快会被系统移出滑动窗口的记忆,不再持续干扰大局,让质量人员的精力只聚焦于真正的异常。
2.敏锐捕捉“工艺漂移”,防患于未然
对于刀具磨损、滤网堵塞等渐进式的质量问题,参数往往是缓慢爬升的。传统的固定界限可能要等参数彻底超标、产生废品后才会报警。而滑动窗口极值紧贴数据趋势,一旦某个参数突然打破了它“自己刚刚创下的记录”,系统就会立刻预警,实现了真正的防微杜渐。

四、最佳实践建议
技术是工具,管理是核心。为了让海量的物联网数据真正赋能质量提升,建议企业在应用时:
- 抓大放小,合理降频:对于每秒都在变化的数据,不妨让系统先计算每5分钟的“平均值”,再送入SPC画图。这样看的是真正的生产趋势,而不是机器的喘息。
- 分级管控:针对关键的产品特性(如最终尺寸、浓度)保留严格的传统规则;而针对设备的辅助参数,大力推行“滑动窗口极值”规则,实现监控与效率的平衡。
真正的工业数字化,是通过智能的算法,把数据转换为有指导意义的行动方案。“滑动窗口极值”的引入,正是SPC质量管理软件“自适应动态管理”一个特点。告别告警风暴,让每一次报警都值得您停下脚步去关注。
您的车间目前是如何应对海量物联网数据的?在质量控制中遇到过哪些痛点?欢迎在下方留言,与我们的专家团队交流探讨。
本页面文章与公众号同步。

微信扫码关注