-
CPK造假真的不能怪我
客户来审厂,一看Cpk报表全在1.33以上,皆大欢喜。但是去车间看,废品照样一堆。很多人马上会骂:这帮人又在办公室编数据了,一点底线都没有!
但这锅,现场兄弟们背得有点冤了。很多时候的“数据美化”,真不是人品问题,而是被不合理的技术要求给死死逼出来的。
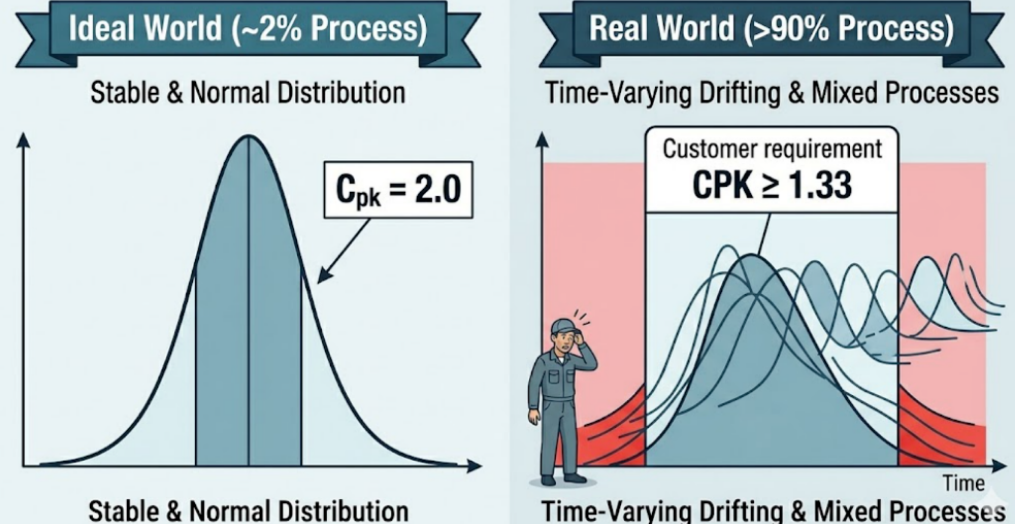
首先,算Cpk有个死规矩:过程必须稳定,数据得服从正态分布。
但你在真实车间里看看,刀具磨损、设备老化、室温变化,哪个不影响?真正能严格满足“稳态且正态”这种理想状态的工序,可能连2%都不到,剩下90%以上的,全是随时间漂移波动的混合过程。
这些不稳定的过程按照标准CPK计算很自然很差,但客户又要求CPK大于1.33。产线根本达不到,审核又要过,除了“调”数据还能怎么办?
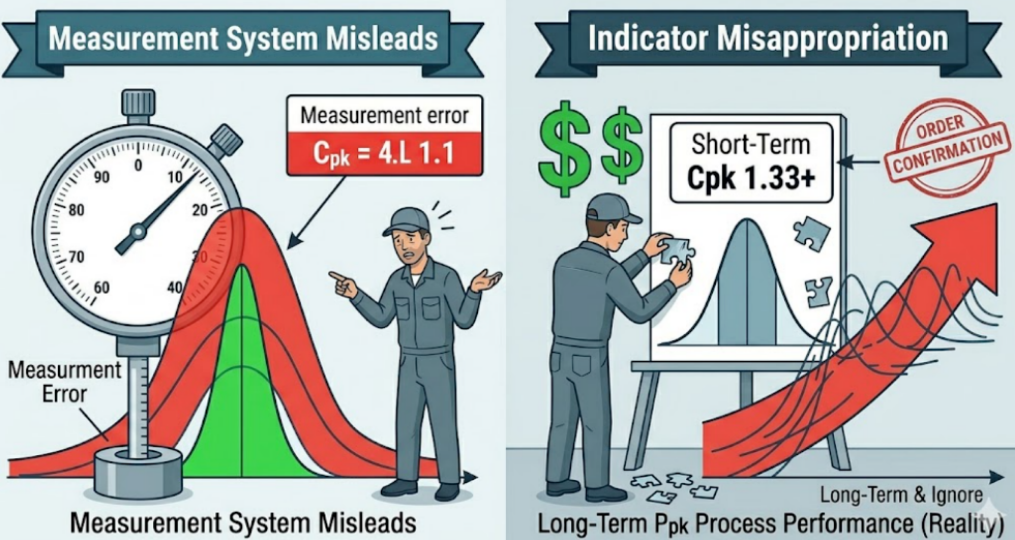
其次,大家总以为数据难看是产线不行,其实很多时候是量具在拖后腿。
你看到的Cpk,包含了零件真实的变差和测量系统的误差。很多时候工序真实的加 工能力明明不错,偏偏检具的精度不够,把波动给放大了,算出来的数据硬生生掉到及格线以下。审核员死咬着1.33不放。有口难辩之下,为了交差,只能在报表上动动手脚。
更离谱的,是把指标张冠李戴。
Cpk看的是过程“稳定后”的潜在能力,而Ppk看的才是包含长期波动的实际表现。很多新产品刚爬坡,或者工序本来就处在波动期,这时候本该看Ppk。但现在的审核怪象就是:不管三七二十一,审核只认Cpk≥1.33。
为了迎合这种死板规矩,大家只能刻意去挑一段短期的、好看的数据来凑数。这不叫质量控制,这就是为了应付审核。
当一个干巴巴的数字直接决定了订单和奖金,而设定的标准又根本不切实际时,造假就成了生存本能。
Cpk数据失真,根子上是错误的统计前提,叠加了僵化的指标审核,如果不改变评价的逻辑,你消灭不了造假,只会让造假越来越专业。
允许数据“不好看”,直面真实的产线波动,才是干质量的真本事。
想要告别这种为了应付审核而疲于“造假”的内耗,企业需要一套真正懂工业现场的系统。斌果SPC软件 通过自动采集彻底切断人工“挑数据”的后路,提供强大的看板和告警功能,出现异常马上通知。与其绞尽脑汁“美化”报表,用真正的数字闭环赢得客户的长期信任。
本页面文章与公众号同步。

微信扫码关注