-
我劝你还是不要再搞SPC了
各位质量人,今天我说句得罪人的大实话:如果你还没想通下面我要说的,趁早别搞SPC了!
很多领导报表,某关键特性的Cpk等于1.33就很开心。但你知道Cpk 1.33到底意味着什么吗?
这意味着你产品的测量值,正乖乖地躺在公差四分之三的中心区域,对应的不良率不到63个PPM。也就是说,做100万个产品,不良数连63个都不到,非常厉害吧。
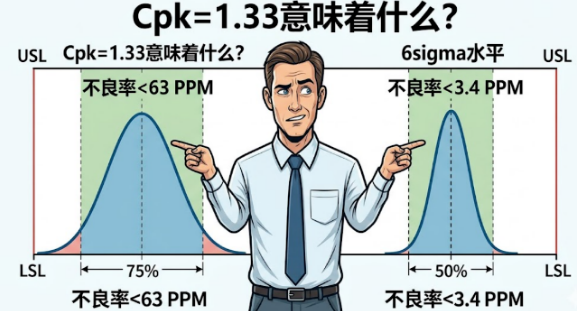
这时候最荒谬的事来了:你跑到车间去抽检1000个,90%以上的概率连一个不良都看不到。辛辛苦苦搞的首检、自检、巡检、专检,拿着卡尺量半天,最后全在表格上打个“√”,这叫“检了个寂寞”!
有的厂更猛,推行6sigma。6sigma水平意味着特性值全挤在公差一半的区域里。如果这时候,你现场检验的标准依然还是老掉牙的“合格与不合格”……,更是“检了个寂寞”

那我真劝你一句:这种你搞你的SPC、他推他的6sigma,趁早停了吧。因为现场根本没感觉,该怎么干还是怎么干!
为什么?因为很多企业把SPC当成了“事后”的检验工具。
你的制程能力(Cpk)已经这么高了,去盯“超没超差”毫无意义。真正的高手盯的是“变差”和“趋势”!哪怕这1000个全合格,但只要均值悄悄偏移了,或者连续几个点往一侧跑,这可能就是设备在求救!
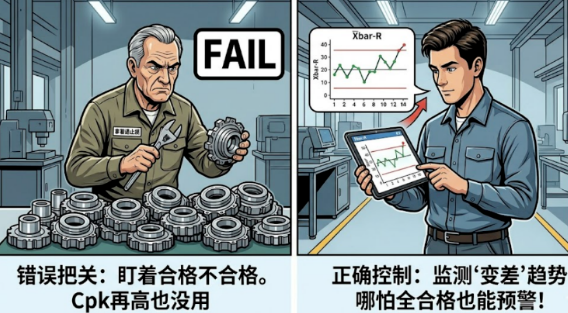
靠工人肉眼看表格能看出趋势偏移?那是无稽之谈。
真正懂行的,早就摒弃了纸质表格,直接上专业的SPC软件。SPC软件的核心根本不是事后算个Cpk糊弄客户,而是“实时预警”。
测量数据直接秒传进SPC软件,系统自动画控制图。只要波动趋势不对劲,哪怕离产生废品还十万八千里,SPC软件立马报警!把你从无用的“打勾检验”里拉出来,直接去查刀具磨损、查参数漂移。
别再搞自欺欺人的形式主义了。把防线建在机器运转的每一秒里,这才是真正的质量控制。如果你还没有想通,还是不要搞SPC了。
觉得戳中痛点的,点赞转发,咱们评论区见!
本页面文章与公众号同步。

微信扫码关注