-
SPC八大判异规则还可以这样用?
几乎每一个质量工程师都很熟识SPC八大判异规则。但现实往往不是看你是否熟识而是应用。很多工厂的SPC系统,每天产生大量的误报和漏报,大量的报警等于没有报警。真实的生产环境极其复杂,僵化地套用标准规则,根本无法满足精细化、差异化的品控需求。
我们从统计学底层的逻辑出发,通过新一代B/S架构的斌果SPC,实现对判异规则的像素级、精细化管控。
一、 痛点直击:传统SPC判异规则为什么“不够用”?
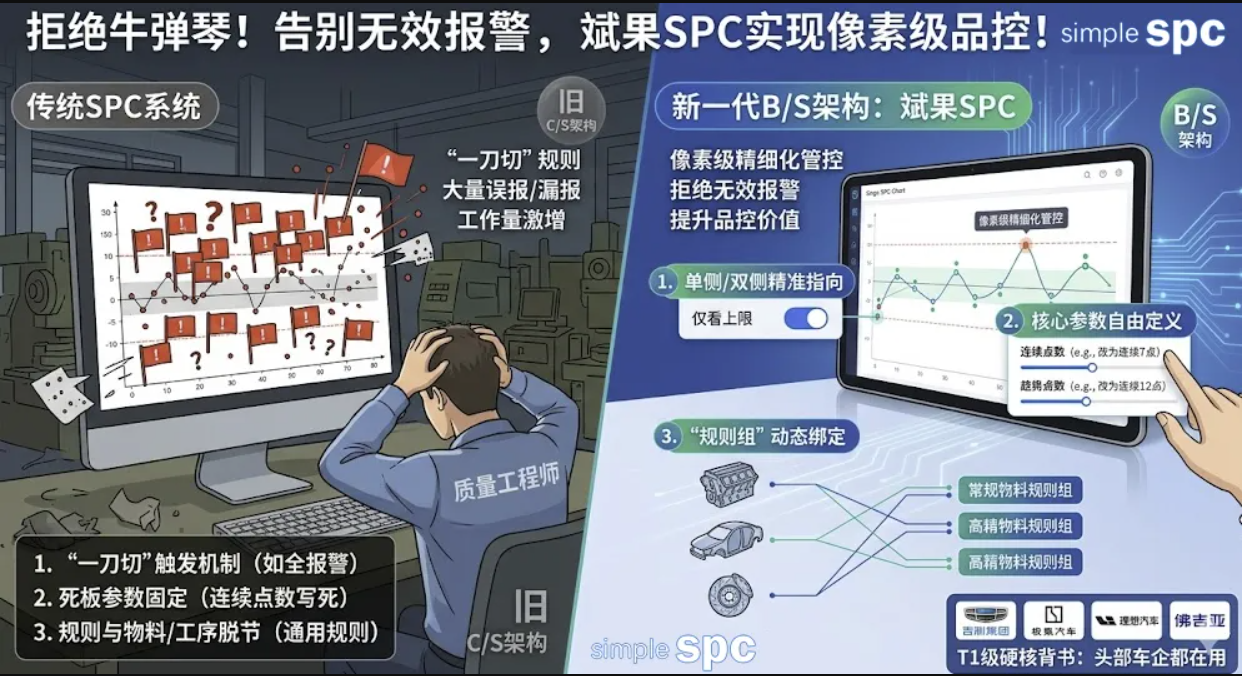
很多工厂使用的老旧C/S架构SPC系统,在判异规则的设定上存在三个致命缺陷:
- “一刀切”的触发机制: 比如“1个点远离中心线超3倍标准差”,很多系统默认只要越界就报警。但在实际上,一些特性(如杂质含量、粗糙度)我们只关注上限,越低越好;而某些特性(如抗拉强度)我们只关注下限。
双侧同时报警只会增加无效工作量。 - 死板的参数固定: 规则写死在代码里。例如标准的“连续14个点交互升降”,如果我的工艺特性决定了连续12个点交互升降就已经意味着显著的系统性波动。
- 规则与物料/工序脱节: 不同的检验项目、不同的物料类型,其工序能力和波动特性完全不同,不应该用同一套全局规则去框定所有产品。
二、 高阶破局:斌果SPC如何实现“像素级”精细化控制?
为了解决上述痛点,企业级SPC系统必须具备极度灵活的参数配置能力。在斌果SPC中,我们将经典的8大判异规则扩展支持到了11种,并且配置非常灵活。

* 单侧/双侧的精准指向控制
以最基础的“越限报警”为例,斌果SPC支持在规则中直接设定“仅看上限”或“仅看下限”。
比如“连续3个点中有2个点远离中心线2倍标准差”这一规则。
在实际画图中,这两个点可能一个在中心线上方(+2σ外),一个在下方(-2σ外)。纯数学上看它满足了条件,但在工艺变异分析中,这种“上下横跳”很可能不是由同一种原因造成的。
斌果SPC引入了【单侧】的概念——只有当引起异常的这两个点在同一侧时,才触发真正的判异。这种精细度的设定,能过滤掉至少30%的无效报警。
* 核心参数的自由定义
小概率事件的界定在不同行业标准是不一样的。斌果SPC允许用户直接修改规则底层参数:
- 连续点数自定义: 将“连续9个点在同一侧”修改为更严苛的“连续7个点在同一侧”。
- 趋势点数自定义: 将“连续14个点交互升降”修改为“连续12个点交互升降”。这种灵活配置,让SPC系统真正去适应工厂的工艺,而不是让工艺去削足适履地适应软件。
* “规则组”与检验项目的动态绑定
这是实现复杂工厂过程控制的核心。在斌果SPC中,我们引入了“判异规则组”的概念:
- 创建组别: 例如,你可以创建一个包含特定5条规则的“常规物料规则组”,再创建一个包含11条全量规则的“高精物料规则组”。
- 按需绑定: 将不同的检测项目、不同类型的物料,精准绑定到对应的规则组上。
- 最终实现:A零件的尺寸检验用这套规则,B材料的硬度检验用那套规则。且所有规则的上限、下限、同侧条件均独立运作,互不干扰。
三、 维度对比:传统系统 VS 新一代斌果SPC
为了更直观地看清差距,我们做了一个核心能力的结构化对比:

四、 T1级硬核背书:为什么头部制造企业都在用?
斌果SPC 表层的规则灵活,底层算法稳健。无论是正态性检验,还是面对非正态数据时的Box-Cox变换高阶算法,都能完成计算。
斌果的这套基于新型B/S架构的精细化SPC产品,能经历最严苛的工业现场考验。包括吉利集团、极氪汽车、理想汽车、佛吉亚(Faurecia)等头部整车及Tier 1零部件巨头,都采用斌果SPC作为其生产线质量数据自动化分析与监控体系。

五、 让数据真正为质量服务
很多企业花了大量精力做检验、录数据,如果没有用SPC分析,或者判异规则不准,这些数据就是一堆占用服务器空间的垃圾。
- 如果你现在的SPC系统每天还在产生大量让你头疼的无效报警
- 如果你们还没有用SPC软件
- 如果你也想实现像头部车企那样灵活、精细、按物料定规则的质量管控体系
是时候采用新的现代的SPC工具了,用正确的工具,做高价值的质量工程。
本页面文章与公众号同步。

微信扫码关注
- “一刀切”的触发机制: 比如“1个点远离中心线超3倍标准差”,很多系统默认只要越界就报警。但在实际上,一些特性(如杂质含量、粗糙度)我们只关注上限,越低越好;而某些特性(如抗拉强度)我们只关注下限。