-
新版AIAG SPC手册:8种过程模型解读
做质量的兄弟们,这种场景是不是经常遇到:
客户要PPAP,你把数据导进Minitab,一看P值小于0.05(非正态),心里“咯噔”一下。为了让那一抹“绿”出现,你熟练地打开“Box-Cox转换”,直到把那条歪七扭八的曲线“掰”成了钟形。Cpk达标,打印,签字,交差。
看着那个Cpk=1.67,你一定会偷偷的想:这真的代表产线水平吗?
这次,《AIAG-VDA SPC 手册 (2026版)》终于说了一句公道话:“别硬掰了!有些数据天生就是歪的,那是物理规律,不是你的错。”
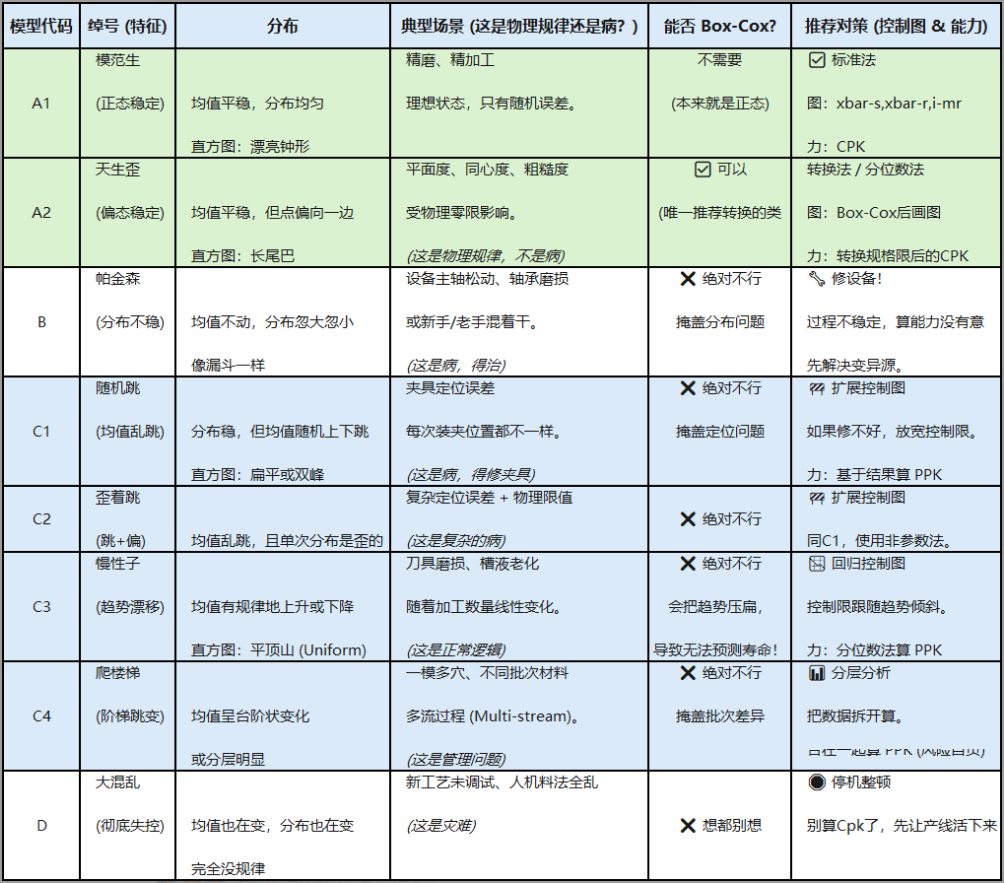
新版手册最大的变化,就是把过程分成了4大类、8种模型。
一、 稳定组(A类):不管是直是弯,它都很“稳”
这是我们最喜欢的类型,因为它们位置(均值)和变异(标准差)都不变。
1. A1型(模范生 - 标准正态)
-
特征:均值不动,散布稳定,而且服从正态分布。
-
应对:这是理想状态。继续用xbar-R、I-MR图,继续算CPK。
2. A2型(有个性 - 稳定偏态)
-
特征:它也很稳,但是长得歪。
-
典型:平面度、同心度。因为物理上不能小于0,数据肯定往右拖尾巴。
-
关键点:这是物理规律决定的,它是健康的。
-
应对:可以用Box-Cox转换(因为它稳),转换后计算CPK(记得规格限也要转换哦)。
二、 抖动组(B类):手抖的“帕金森”
3. B型(分布不稳定)
-
特征:均值没变,但分布忽大忽小。就像射击,靶心瞄得很准,但有时候散布得像脸盆,有时候像硬币。
-
典型:设备主轴轴承磨损(震动时大时小),或者新手老手混着干(手法一致性差)。
-
应对:别算能力了! 这种过程是不稳定的,先去修设备、培训员工。
三、 漂移组(C类):最常见的“捣乱分子”
这一组是工厂里最多的情况:散布挺稳,但均值(位置)喜欢乱跑。
4. C1型(随机乱跳 - 正态)
-
特征:瞬时看是正态的,但均值在小范围内随机跳动。
-
典型:夹具定位误差。每次装夹都不一样,中心就跟着乱跑。
5. C2型(随机乱跳 - 偏态)
-
特征:跟C1一样爱乱跳,而且单次看分布还是歪的(非正态)。
-
典型:复杂的定位误差,且受物理限值影响。
6. C3型(慢性子 - 趋势)
-
特征:均值不是乱跳,而是有规律地往一个方向走。
-
典型:刀具磨损。车一刀,尺寸大一点,直方图看是个“平顶山”。
-
应对:这是正常的加工逻辑!千万别Box-Cox。用回归控制图管住斜率,算PPK。
7. C4型(爬楼梯 - 系统+随机)
-
特征:均值呈阶梯状跳变,或者混杂着跳变。
-
典型:一模多穴(每个穴均值不一样)、不同批次的材料混用。
-
应对:做分层分析,如果分不开,就放宽控制限算PPK。
四、 混乱组(D类):没救了
8. D型(彻底失控)
-
特征:均值也在变,散布也在变。完全不可预测。
-
应对:停机整顿。
五、 理论分布 vs 实际分布
这是新版手册里最容易被忽视,但却是最最最重要的一个逻辑判断。
当软件告诉你“非正态”时,别急着点Box-Cox转换,先对照上面的8种模型,问自己:
“它理论上应该长什么样?”
剧本 A:本来就丑(A2型) ==> 可以转
-
场景:平面度。
-
理论:物理上就该是偏态的。
-
实际:确实偏态,且稳定。
-
结论:可以用Box-Cox。你只是换个数学眼镜看它。
剧本 B:生病了(C1/C4型) ==> 绝对不能转!
-
场景:精车外径。
-
理论:应该只有随机误差(A1型)。
-
实际:直方图是双峰的。
-
真相:这意味着过程出事了!可能是混入了两个批次的毛坯(C4型),或者夹具松了(C1型)。
-
大忌:这时候严禁使用Box-Cox! 如果你强行转换,就等于用数学公式把“混料”这个事实给掩盖了。数据正态了,但客户收到的还是混料的产品。
六、 给老鸟们的实操建议
既然分清了8种人,那怎么管?
-
对于A1/A2(稳定组):
只有这两位才有资格谈CPK。如果不正态(A2),推荐Box-Cox转换。
-
对于C3(趋势组):
严禁Box-Cox! 别把时间趋势压扁了。
请使用PPK。告诉老板:“虽然直方图是平的,但只要都在磨损带内,这就是好产品。”
-
对于B/C1/C2/C4/D(捣乱组):
先别急着算能力。
-
如果是B(散布大):去修主轴。
-
如果是C1/C4(乱跳):去查夹具,去查批次。
-
如果实在消除不了(比如就是原材料批次差异):那就用扩展控制图,把红线画宽点,容忍它跳,只要别跳出规格就行。
总结
AIAG-VDA 2026版手册其实就是想把大家从“为了做图而做图”的坑里拉出来。
下次看到非正态数据,先别慌,拿这张《8种模型速查表》对一下。
是天生歪(A2)?是有趋势(C3)?还是在乱跳(C1)?
-
如果是天生歪,大胆承认它。
-
如果是乱跳,别试图用数学公式去“平”事儿,去现场修设备才是正道。
实事求是,这才是咱们质量人最值钱的品质。
本页面文章与公众号同步。

微信扫码关注
-