用斌果SPC把你的过程监控起来
- 广东省 广州市 番禺区
- 亚运大道金海岸二期西区写字楼区418
- 电话/微信:
- 185 2058 7920

-
T对于有子组的检测数据可以做什么控制图?不同控制图的应用场景和差异是什么?
在使用统计过程控制 (SPC) 分析有子组的检测数据时,我们可以采用多种控制图来监控过程的稳定性和变异性。常见的 X̄-S 控制图和 X̄-R 控制图实际上是两种控制图的组合。为了更清晰地理解它们的应用和差异,本文将把这些组合拆分成单个的控制图进行说明。
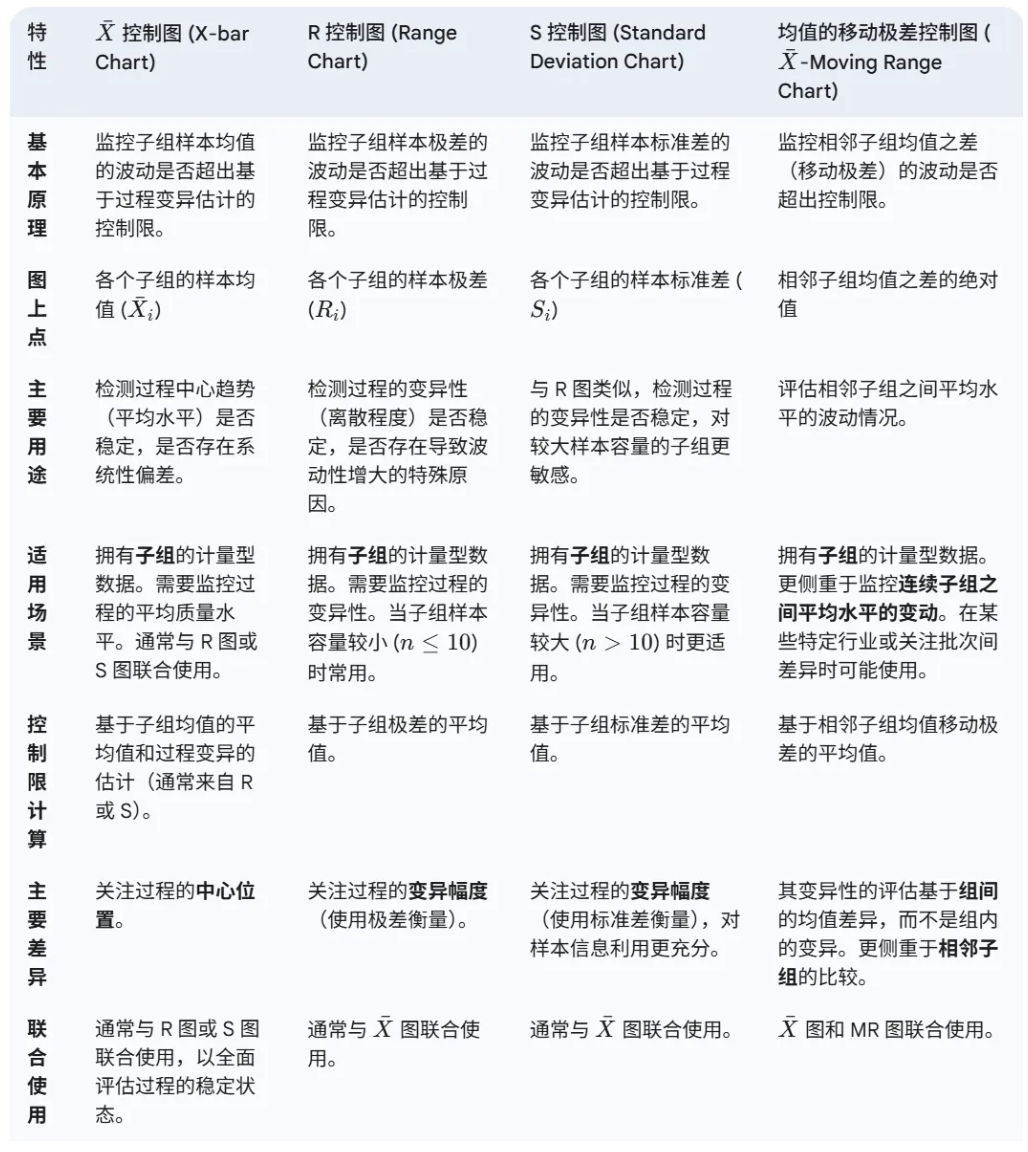
对于有子组的检测数据,主要的计量型控制图包括以下四种:X̄ 控制图、R 控制图、S 控制图 和 X̄ 的移动极差控制图。它们各自基于不同的统计量,适用于不同的场景,并提供关于过程稳定性的不同观察角度。
X̄ 控制图 (X-bar Chart)
- 原理:
X̄ 控制图监控的是各个子组样本均值的波动情况。图上的每个点代表一个子组的平均值,控制限基于所有子组均值的平均值和过程变异的估计来设定。 - 应用场景:
-
当拥有子组的计量型检测数据,需要监控过程的中心趋势或平均质量水平是否随着时间或批次保持稳定时。 -
用于检测过程中是否存在导致平均水平发生系统性偏移的特殊原因,例如设备调整、原材料批次更换、操作人员变动等。 -
通常需要与监控过程变异性的控制图(R 图或 S 图)联合使用。 - 与其他图的差异:
X̄ 图主要关注数据的集中趋势,而不直接反映数据的离散程度。、
R 控制图 (Range Chart)
- 原理:
R 控制图监控的是各个子组样本极差(子组内最大值与最小值之差)的波动情况。控制限基于子组极差的平均值来设定。 - 应用场景:
-
当拥有子组的计量型检测数据,需要监控过程的变异性或离散程度是否稳定时。 -
适用于子组样本容量较小的情况(通常 )。 -
用于检测过程中是否存在导致变异性异常增大的特殊原因,例如设备磨损、操作人员技能差异、测量系统不稳定等。 -
必须与X̄控制图联合使用,以确保对过程的全面监控。 - 与其他图的差异:
R 图直接反映子组内部数据的波动范围,计算简单,但当子组样本容量较大时,对过程变异的估计可能不如 S 图精确。
S 控制图 (Standard Deviation Chart)
- 原理:
S 控制图监控的是各个子组样本标准差的波动情况。控制限基于子组标准差的平均值来设定。 - 应用场景:
-
当拥有子组的计量型检测数据,需要监控过程的变异性或离散程度是否稳定时。 -
尤其适用于子组样本容量较大的情况(通常 ),因为标准差能更充分地利用样本信息,对过程变异的估计更准确。 -
同样需要与 X̄ 控制图联合使用。 - 与其他图的差异:
S 图与 R 图类似,都用于监控过程的变异性,但 S 图使用标准差作为衡量变异的指标,对样本信息的利用率更高,因此在较大样本容量下更灵敏。
S均值的移动极差控制图 ( X̄ -Moving Range Chart for Subgroups)
- 原理:
这种控制图包含两个部分: - X̄ 图:
与标准的 X̄ 控制图相同,监控子组均值的中心趋势。 - 移动极差 (MR) 图:
图上的点是相邻两个子组的样本均值之差的绝对值。控制限基于这些移动极差的平均值来估计过程的变异性。 - 应用场景:
-
当拥有子组的计量型检测数据,并且更侧重于监控连续子组之间平均水平的波动时。 -
在某些特定行业或应用中,可能作为补充分析手段,尤其当关注批次间的稳定性时。 - 与其他图的差异:
与标准的 X̄-R/S 图不同,X̄-移动极差图的变异性评估是基于组间的均值差异,而不是直接利用组内的变异信息。它更关注相邻子组平均水平的稳定性。
总结
选择合适的控制图对于有效地监控有子组的检测数据至关重要。在大多数情况下,X̄ 控制图与 R 控制图(小样本容量)或 S 控制图(大样本容量)的组合 ( X̄-R 和 X̄-S 控制图) 是监控过程中心趋势和变异性的标准方法。均值的移动极差控制图则提供了一种额外的视角,侧重于监控相邻子组平均水平的波动。理解每种控制图的原理、应用场景和差异,能够帮助质量专业人员更有效地进行过程监控和改进。
- 原理: